Foundry Box Cleaning
NLB Foundry Core Box Cleaning System
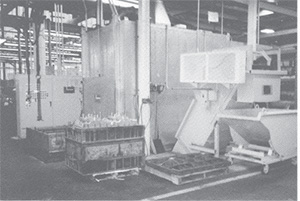
Each core box holds one core with foundry sand packed around it. The molten metal is then poured in the core to form a part. Air vents running at angles allow air to escape. Eventually air vents become plugged with sand particles. These are difficult to clean with anything other than high-pressure water blasting or sand blasting. The issue with sand blasting is that it causes wear and deterioration of the metal dies. Highpressure water has become the preferred method because it removes the sand from all exposed surfaces without damaging the die. The job was previously completed by pattern makers with air driven wire brushes and dental picks. The high-pressure water blasting system has eliminated hundreds of hours of manual labor. The typical high-pressure cycle time is three minutes versus two to three hours for manual cleaning. This system includes a custom designed and manufactured cleaning cabinet with one Model 1200A SPIN-JET® on a X-Y-Z mechanism, a Model 10100E pump rated for 10,000 psi (700 bar) at 15 gpm (57 lpm) and a system control panel. In the graphic below, on the far left is the control panel, then the NLB SPIN-JET cabinet enclosure, and the metal core box. On the far right is the water filtration drag conveyor. PAB 5 - Foundry Core Box Cleaning 109.14 KB
|
|